湖北耐高温食品桶多少钱一个
-
东方塑(广东)实业有限公司
-
食品桶
-
湖北耐高温食品桶,食品桶多少钱一个,莆田食品桶,耐用食品桶
-
李经理
-
19865758897
-
微信在线 QQ咨询
QQ:99676535
联系时请一定说明在酷易搜看到的,谢谢。

————认证资质————
- 个人未认证
- 企业已认证
- 微信未认证
- 手机已认证
线上沟通
与商家沟通核实商家资质
线下服务
核实商家身份所有交流确保留有证据
服务售后
有保障期的服务请与商家确定保障实效
详情
| 口径 | 400mm | 可否印LOGO | 可以 |
| 塑料品种 | PP | 容量 | 5L以上 |
| 材质 | HDPE | 重量 | 180g |
| 颜色 | 黄色 | ||
湖北耐高温食品桶多少钱一个
塑料桶的容积可从2.5-50L,乃至100L以上。虽然桶的结构较为简单,多为圆台形,但注射的行程(桶的高度)较大。为了节约材料,壁厚又尽量取薄,因此给注塑加工提出了一些专门的要求。
1、对塑料原料,要求它有较高的流动性和热稳定性,能承受高剪切力的作用;
2、对注塑机,要求注射量满足要求外,还要求有较大的注射压力。
3、对模具的结构和制造,不仅要考虑桶结构(如适当的形状尺寸,加强筋的设置,加盖时的密闭性等),而且要考虑注塑压力的传递,尽量减少压力损失。为此可选用无流道浇注系统。
几种塑料桶去除异味的方法
1、盐水去味法
取少许的盐,盐粘上一点水,然后在塑料桶内进行反复的搓洗,基本上是可以去除桶里的异味的。
2、牛奶去味法
使用牛奶去除吨桶的异味同样需要先将吨桶清洗干净,然后往塑料桶中倒入少许鲜牛奶,摇晃,使桶中每一个角落跟牛奶接触,这样的时间持续大约1分钟,然后倒出牛奶,将吨桶清洗干净即可。
3、桔子皮去味法
使用这种方法去除异味首先需要先用洗洁剂将塑料吨桶清晰干净,然后将新鲜桔子皮放入塑料桶中,放约3到4个小时然后再清洗干净就可以了。因为橘子皮本身就可以去除异味,所以很多味道都是可以去掉的。
注塑温度注射温度与原资料的种类和特性,注塑机的类型及制品厚度等要素有关。对结晶性树脂,如聚乙烯、聚丙烯等,注射温度应高于其熔点。对无定形聚合物,如聚苯乙烯、聚氯乙烯,注射温度要高于其粘流温度。熔体批数低的树脂比熔体指数高的树脂注射温度要高一些。运用柱塞式注塑机比螺杆式注塑机加工温度要高一些。薄壁型坯比厚壁型坯所需求的注射温度高。普通聚苯乙烯的注射温度为140℃~240℃,聚乙烯为150℃~280℃,聚丙烯为205℃~285℃,聚氯乙烯为160℃~190℃。注射模具温度普通为40℃~80℃。
如何提高塑料桶的表面光泽度
一、提高射料压力,在注塑的压力、速度、时间和用料量上都要有所提高,同时还要提高背压,使化工塑料桶充模更加丰满。
二、要增加化工塑料桶温度使其流动顺畅。降低化工塑料桶的温度可以减少其收缩率,适当地提高注塑模具的温度,尤其要升高容易形成真空泡的部位的局部模温,可以降低气泡出现的机率。化工塑料桶
三、改进化工塑料桶模具的排气状况。
四、如果化工塑料桶模具中的化工塑料流动不均匀,致使空气被困在里面,这时可以采用在模具上利用真空进行排气的方法来解决这个问题。
五、当化工塑料桶进入温暖的环境中后,其水份会在冷化工塑料桶上凝结,采用烘干化工塑料桶可以对这种情况补救。
塑料桶脆性与生产模具、原材料的使用和生产设备密切相关。如果在制造过程中难以脱模,应提高型腔温度,缩短冷却时间。当型腔难以脱模时,应降低型腔温度,增加冷却时间;机筒和喷嘴温度相对较低,需要提高,以有效降解材料。模具温度过高,脱模困难,模具温度低,塑料冷却过早,接缝融合效果不好,会开裂;这些原因会导致塑料桶发脆,厂家应注意避免这些问题。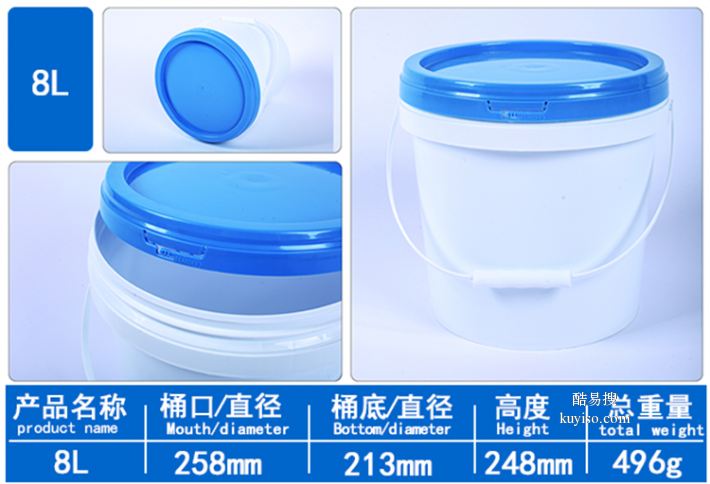
在生产过程中,我们应该了解原材料的性能,合理科学地调整制造工艺。材料加热后,溶胶流动性能使桶壁光滑,适当增加部分低压树脂,提高筒体温度;可能受外部条件影响。原材料在生产过程中含水量较大,会有大量水蒸气导致塑料桶壁暗淡。解决办法是用干燥材料解决。塑料桶有多种颜色可供选择,白色是传统的塑料桶,蓝色和黑色是避光桶,能有效阻挡紫外线,抗老化性能更好。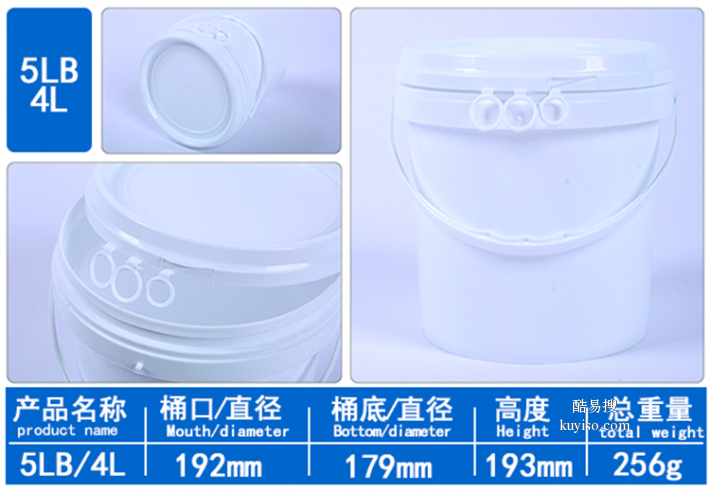
塑料桶具有整体聚乙烯一次成型无接缝、抗冲击、抗老化、重量轻、无泄漏、耐酸碱、寿命长、符合卫生标准,使用性能远优于传统FRP容器、塑料焊接容器、钢衬橡胶容器,塑料桶适用于食品包装化学包装染料包装混凝土添加剂包装。堆放稳定,易于长途运输和周转,耐酸碱、耐腐蚀。
塑料桶形成收缩痕迹的原因可能有一个或多个,包括加工方法、零件几何形状、材料选择和模具设计。几何形状和材料的选择通常由原材料供应商决定,不容易改变,但模具厂家有许多影响模具设计的因素。冷却流道设计、浇口类型、浇口尺寸可能产生多种效果。例如,管式浇口等小浇口比锥形浇口冷却得快得多。过早冷却浇口会减少型腔内的填充时间,从而增加收缩痕迹的概率。对于成型工人来说,调整加工条件是解决收缩问题的一种方法。
塑料桶的填充压力和时间也会影响远离浇口位置和产品厚壁、肋骨、凸台和嵌入件的收缩。部件填充后,多余的材料继续填充到型腔中,以补偿材料的收缩。这种方法本身可能无法将收缩痕迹降低到满意的水平,但成型工人可以调整填充条件,改善收缩痕迹。对于塑料桶的收缩痕迹,可以相应调整生产工艺,如适当提高注射压力,增加熔体压缩密度,延长注射和保压时间,补偿熔体收缩,增加注射缓冲。
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
-
 钟经理
您好!欢迎浏览本信息,请发送您的联系方式,以便及时解答您的咨询。
钟经理
您好!欢迎浏览本信息,请发送您的联系方式,以便及时解答您的咨询。
 渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com
渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com互联网药品信息服务资格证